
Partes plasticae ad mensuram factae


Inter fabricatores formarum et societates Sinenses per injectionem formae maxime competitivas, amplam varietatem applicationum industrialium servimus, inter quas sunt usus domesticus, autocineticus, electronicus, medicina, agricultura, fodinae, et cetera.
Officia nostra haec comprehendunt:
- Designatio CAD/analysis fluxus formae/DFM
- Forma iniecta ad usum proprium, fabricatio fusurae sub pressione
- Iniectio plasticae formandae
- Prototypa, productio parvi voluminis
- Pictura, peritia impressoria, compositio
Introductio
Officina nostra ad iniectionem formandam duodecim machinas plasticas ad iniectionem formandam instructa est, quarum amplitudo a quadraginta ad octingentas tonnas variat; officia productionis automaticae viginti quattuor horas per diem, septem dies per hebdomadem praebemus. Resina plastica quam delegimus amplam varietatem amplectitur, inter quas sunt ABS, PC, PP, PA, PMMA, POM, PE, et cetera.
Formas ad iniectionem plasticae formae fabricamus. In initio designationis formae, iniectionem formae in considerationem ducimus, quae nobis permittit brevissimum cyclum formae formae consequi, minimum sumptum sustentationis, quod tandem clientibus nostris proderit. Ordines productionis parvi voluminis etiam grati sunt, semper accidit cum clientes sentiunt sumptum intolerabilem esse, praesertim sumptus formae fabricationis. Forma nostra potest praebere seriem plenam solutionum ad sumptus vestros pro proiectis parvi voluminis cum bona qualitate minuendos. Periti nostri vobiscum laborant ut optimam solutionem pro societatibus vestris inveniant.
Periti sumus in variis formis plasticis injectandis, quae ad autocineta, medicamenta, luminaria, apparatum athleticum, apparatum domesticum, et agricultura pertinent. Nunc viginti excellentes ingeniarios in societate nostra habemus, quorum plerique bonam educationem in industria injectionis plasticae habent, et operibus suis gloriantur; viginti series formarum injectionis per mensem praebere possumus. Ut altissimis postulatis societatum globalium satisfaciamus, in technologiam recentissimam continuo investimus et officinas fabricationis formarum modernissimas instruimus. Plenam capacitatem internam habemus ad fabricationem formarum plasticarum injectionis, injectionis formae, pingendi, et congregandi. Instrumenta nostra includunt, sed non limitantur ad: octo series CNC, praecisionis 0.005mm; quattuordecim series EDM specularis, octo series sectionis filorum lentae, duodecim series machinarum injectionis formae a 40 tonnis ad 800 tonnas, unam seriem mensurae projectionis bidimensionalis, unam seriem CMM. Formas plasticas et fusiones sub pressione usque ad 7.5 tonnas, partes plasticas formatas usque ad 1200g construere possumus. Utimur etiam systemate CAD/CAM/CAE provecto, cum formis datorum PDF, DWG, DXF, IGS, STP et cetera operari possumus.
Principium Operandi
Iniectio formans est processus quo resina plastica in formam desideratam formatur. Machina iniectionis formans plasticam liquefactam in formam premit, et per systema refrigerationis in formam solidam designatam refrigerat; fere omnes materiae thermoplasticae hanc methodum utuntur. Comparata cum aliis modis processus, iniectio formans commodum habet et accuratiae et productivitatis, et maiorem requisitionem instrumentorum et sumptus formae requirit, itaque praecipue ad productionem magnae voluminis partium iniectionis formatarum destinatur.
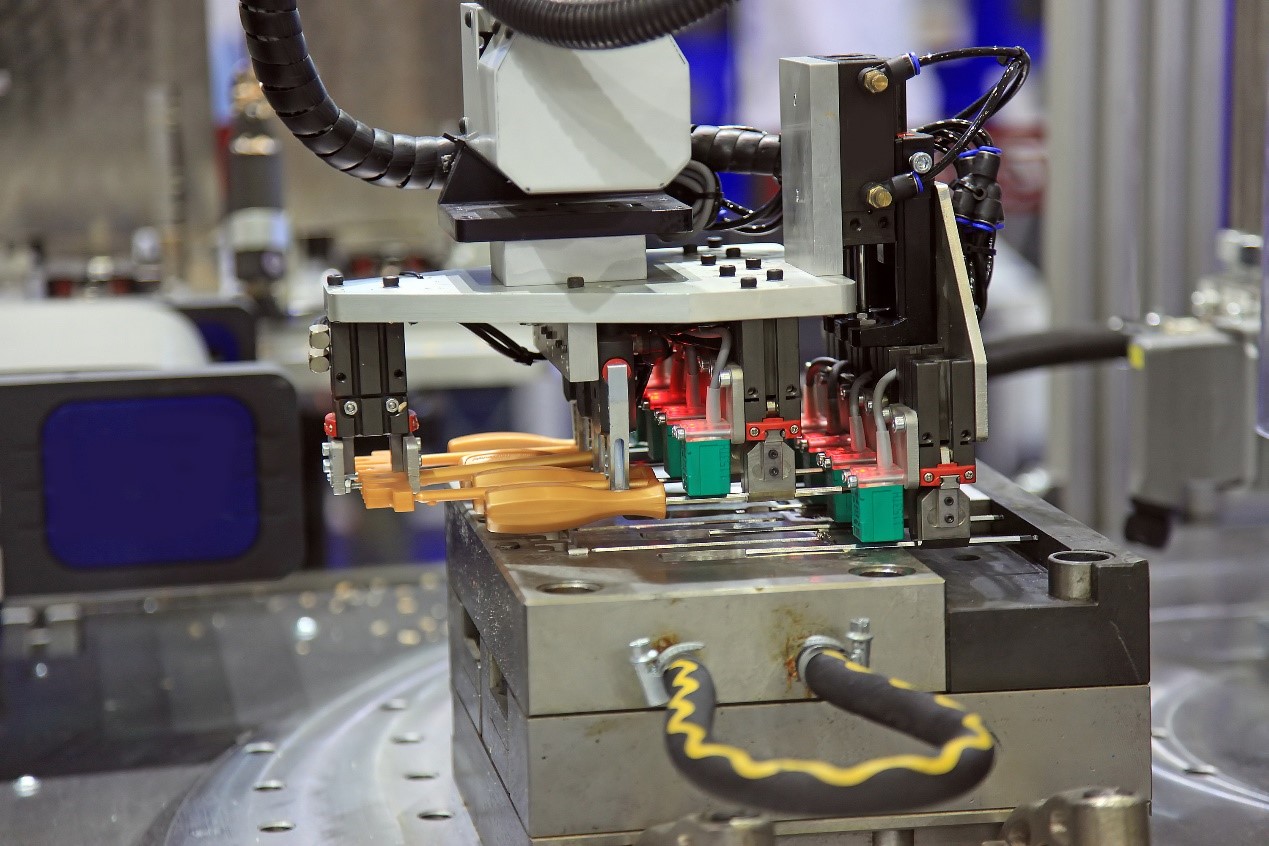
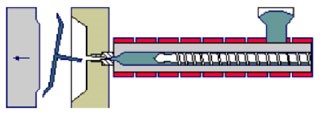
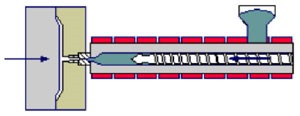
Machinae iniectionis formandae, vulgo cylindrus emboli/cylindrus cochlearis, adhibentur. Processus iniectionis formandae: materia plastica cruda ex infundibulo in dolium immittitur, embolo premere incipit, materia plastica cruda in zonam calefactionis impellitur, deinde per navem deviatoriam plastica liquefacta per fistulam in cavitatem formae immittitur, tum aqua vel oleum per systema refrigerationis designatum fluit ut forma refrigeraretur, ita ut res plastica obtineatur. Partes iniectionis formatae ex cavitate formae plerumque tractantur congrua ratione, ut tensio in processu formandi generata removeatur, et bona stabilitas dimensionalis et efficacia obtineatur.
Sex stadiaformatio plastica iniectaprocessus
Processus injectionis plasticae incipit cum granulis polyolefinicis ex infundibulo in unitatem injectionis machinae formatricis immissis per gravitatem. Calor et pressio resinae polyolefinae applicantur, quae eam liquefacere et fluere faciunt. Materiam liquefactam sub magna pressione in formam iniicitur. Pressio in materia in cavitate servatur donec refrigescat et solidificetur. Cum temperatura partis plasticae inferiore temperatura distortionis materiae descendit, forma aperitur et pars plastica eicitur.
Processus injectionis completus cyclus formationis appellatur. Spatium temporis inter initium injectionis materiae fusae in cavitatem formae et aperturam formae tempus clausurae fibulae appellatur. Totum tempus cycli injectionis constat ex tempore clausurae fibulae una cum tempore requisito ad formam aperiendam, partem plasticam eiiciendam, et formam iterum claudendam; machina injectionis resinam in partes formatas transfert per cyclos liquefactionis, injectionis, compactionis, et refrigerationis. Machina injectionis plasticae sequentes partes principales includit, ut infra.
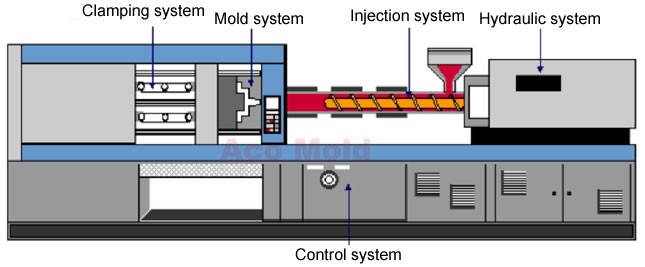
Systema injectionisMaterias primas in cylindrum immitte, calefac et liquefac, materias liquefactas in cavum per reservam impelle.
Systema hydraulicum: vim injectionis praebere.
Systema formae: formam onerare et componere.
Systema prehensionis: vim sarcinandi praebere.
Systema moderationisactionem regere, systema refrigerandi.
Vis premendi vulgo adhibetur ad capacitatem machinae iniectionis plasticae determinandam; alii parametri includunt volumen injectionis, celeritatem injectionis, pressionem injectionis, cochleam, dispositionem vectis injectionis, magnitudinem formae, et distantiam inter vectes nexus. Machinae iniectionis plasticae in plures categorias dividi possunt; praeter machinas generales ad usus normales pro partibus plasticis normalibus sine magna praecisione vel designo insolito, sunt machinae strictae tolerantiae praesertim pro partibus altae praecisionis, et machinae altae celeritatis pro partibus tenuibus parietibus.
Totus processus iniectionis formandae sex gradus sequentes comprehendit
1) Forma clauditur et cochlea ad iniectionem progredi incipit.
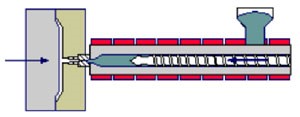
2) Implendo, materias rudis liquefactas in cavum eice.
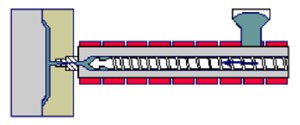
3) Comprime, cavitas comprimetur dum cochlea continuo progreditur.
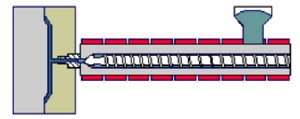
4) Refrigeratio, cavitas refrigescit dum porta congelascit et clausa, cochlea retrahi incipit ad materiam proximo cyclo plasticizandam.
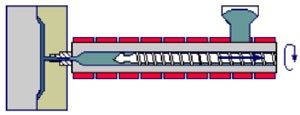
5) Forma aperitur et pars eicitur, forma aperitur et partes per systema eiciendi eiciuntur.
6) Claude, forma clauditur et cyclus proximus incipit.
Ordo Po
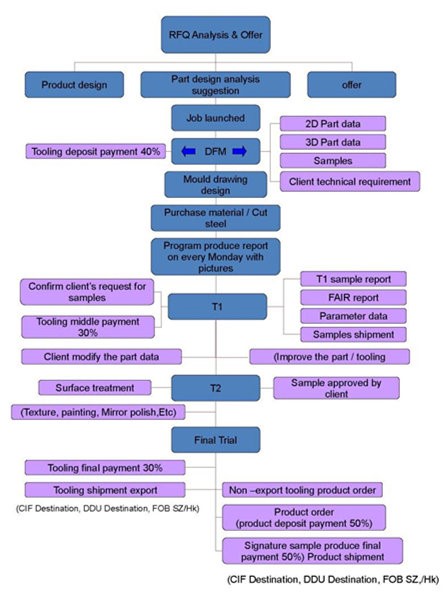
Ab inquisitione ad emptionis mandatum clausum, rationem ordinariam sequendam habemus, quae et internis et clientibus semper clarius statum nostrum praebet. Transitus cuiusque gradus facilior et lenior quoque erit.
Processus ordinis formae plasticae injectionis exportandae:
- Accepta a cliente delineatione partis bidimensionali/tridimensionali, procurator incepti conventum initialem habet ad recognoscenda data a cliente cum designatoribus formarum, fabricatoribus formarum, curatore qualitatum assecurandarum, et curatore societatis praefecti (PMC). Omnes informationes discussas collige, relationem DFM ad clientem ad confirmationem mitte.
- Relatio DFM omnes informationes necessarias ante designationem et fabricationem continet. Via portae formae, via ejectionis, dispositio clavorum injectionis, dispositio partium, linea separationis formae, linea refrigerationis. Notae structurae speciales ut cursores, elevatores anguli, finitio nuclei et cavitatis formae, sculptura etc.
- Postquam omnia singula discussa sunt, initium designationis formae et delineatio bidimensionalis formae emptori intra 1-3 dies dabuntur, designatio formae tridimensionalis 3-7 dies requirit, pro complexitate formae.
- Designium formae ad emptorem ad probandum mitte, deinde, post depositum, ferrum formae, basin formae, et accessiones ordinare incipe. Relatio de processu submittetur, quae omnem processum designatum ostendit. Relatio hebdomadalis sequetur dum processus fabricationis formae progreditur donec perfectus sit.
- Prima probatio formae indicat num omnes mechanismi formae rite fungantur, num geometria partis recta sit. Systema refrigerationis formae, systema injectionis formae, systema eiectionis formae, etc., inspicimus. Post modificationem debitam, exempla plasticae formae T1 una cum relatione dimensionum et parametris injectionis formae ad emptorem submittuntur. Normaliter 90% perfectionis est.
- Commentarios accipe de emendatione exemplorum, functione, aspectu, dimensionalitate post correctiones, perficiendo texturam/polituram, sculpturam, exempla ad approbationem finalem mitte.
- Parvum studium cursus automatici et relationis CPK fac ut stabilitatem instrumentorum confirmes.
- Formam in arca lignea implemus; si forma mari mittitur, diligentiam specialem in vacuo involucro adhibemus ne rubiginem contrahat. Sarcinae omnes delineationes formae 2D/3D, notitias programmandi NC, cuprum, partes substitutorias, inserta permutabilia, et cetera continent.
- Opus formae in officina clientium persequi et necessaria officia praebere.
Etiam magnas magnitudines plasticas, pro desiderio clientium, fabricare possumus, quae late in metallis fodinis, industria, constructione et cetera adhibentur. Si opus est, officinam consule.












